High-performance Reactive Blacks for cotton, viscose, and cellulosic fibers
EC Number
241-164-5 / 235-835-0 / 215-477-2
Molecular Weight
991.8 g/mol
Purity
95% - 99.99% (upto 5N)
Packaging
25 / 50 / 500 / 1000 kg bags
25 / 50 kg drums /
200 - 1000 ltr IBC
MOQ
1 T.E.U. (FCL)
Customization (incl. but not limited to)
for Grades / Forms / Specifications / Properties / Packaging available on request
Appearance ; Odor
Black Powder / Crystals ;
Amine-like or Sulfuric Odor
Chemical Class
Azo / Vinyl Sulfone type (VS) / Bi-functional (VS + MCT)
Forms
Powder/Granular
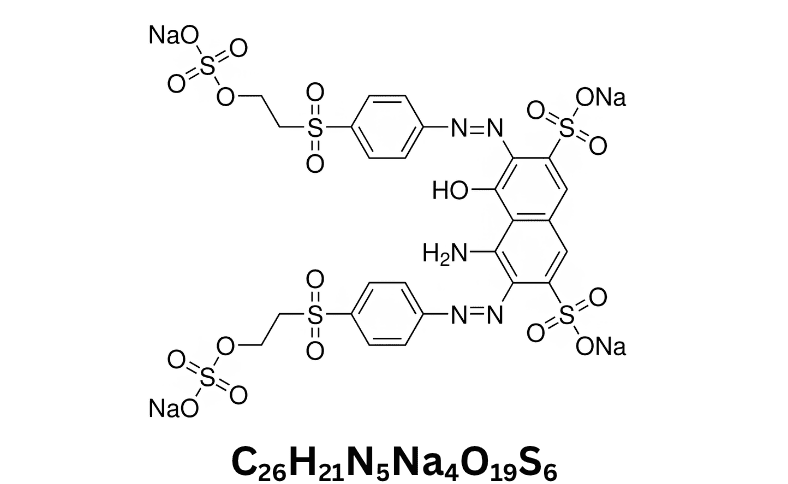
IUPAC Name
tetrasodium;(6Z)-4-amino-5-oxo-3-[[4-(2-sulfonatooxyethylsulfonyl)phenyl]diazenyl]-6-[[4-(2-sulfonatooxyethylsulfonyl)phenyl]hydrazinylidene]naphthalene-2,7-disulfonate
Reactive Black dyes are high-performance, water-soluble colorants engineered to form strong covalent bonds with cellulosic fibers, delivering deep, uniform black shades with excellent wash durability and process reliability. Designed across a range of reactive chemistries, these dyes offer optimized exhaustion and fixation behavior, controlled reactivity, and superior solubility, ensuring consistent dye uptake across varying textile processes. Advanced formulations enable high build-up for intense blackness, low hydrolysis for improved efficiency, and excellent leveling and migration control, making them suitable for both bulk production and precision dyeing applications.
These dyes are tailored to support diverse textile processes including exhaust dyeing, cold pad batch, continuous dyeing, printing, and digital inkjet applications. With variants developed for high fixation, low electrolyte consumption, and enhanced reproducibility, they contribute to reduced effluent load and improved process sustainability. Their compatibility with cotton, viscose, and other cellulosic substrates, combined with strong fastness properties such as wash, rubbing, and perspiration resistance, ensures reliable performance across apparel, home textiles, and technical fabrics. Available in multiple forms including powder, granular, liquid, and ink formulations, they provide flexibility for modern textile manufacturing and global supply chain requirements.
Our Reactive Black dyes are engineered for deep shade build-up, high fixation, and excellent wash and light fastness on cellulosic fibers, making them ideal for textile dyeing, printing, and continuous processing applications.
| Grade (C.I.) | Strength (%) | Key Properties | Form | Applications |
|---|---|---|---|---|
| Reactive Black 5 | 100 – 120% | High exhaustion, good fixation, industry standard (VS type) | Powder / Granular / Liquid | Cotton dyeing (exhaust), reactive printing, garment dyeing, home textiles, apparel fabrics |
| Reactive Black 8 | 100 – 120% | Balanced reactivity, good leveling | Powder / Liquid | Cotton & viscose dyeing, continuous dyeing, blended fabrics |
| Reactive Black 31 | 110 – 130% | Bifunctional, high fixation, low hydrolysis | Powder / Granular | Deep shade dyeing, premium textiles, export-quality fabrics |
| Reactive Black 39 | 105 – 125% | Excellent wash fastness, high reproducibility | Powder / Liquid | High-end garments, fashion textiles, repeated batch production |
| Reactive Black 22 | 95 – 110% | Economical deep black, moderate fixation | Powder | Cost-sensitive dyeing, mass production textiles, basic fabrics |
| Reactive Black P-GR | 100 – 115% | Greenish tone, excellent print sharpness | Powder / Paste | Screen printing, rotary printing, textile prints, design fabrics |
| Reactive Black P-BR | 100 – 115% | Bluish tone, high color depth | Powder / Paste | Fashion printing, patterned textiles, premium prints |
| Reactive Black EXF | 110 – 130% | High exhaustion (70–85%), reduced salt requirement | Powder / Granular | Exhaust dyeing, low liquor ratio systems, sustainable dyeing |
| Reactive Black HF / HFN | 110 – 130% | High fixation (65–80%), low hydrolysis | Powder / Liquid | Deep black shades, high fastness garments, export textiles |
| Reactive Black Ultra | 120 – 140% | Very high build-up, extra deep black tone | Powder / Granular | Premium black fabrics, fashion garments, high depth dyeing |
| Reactive Black CPB Grade | 100 – 120% | Optimized for cold pad batch, stable reactivity | Liquid / Powder | Continuous dyeing, large-scale textile processing |
| Reactive Black Digital Ink | Standardized | High solubility, fine filtration, nozzle-safe | Liquid Ink | Digital textile printing, inkjet systems, customized designs |
Our Reactive Black dyes are tested as per internationally recognized ISO, AATCC, and DIN standards to ensure consistent dyeing performance, high fixation, excellent fastness properties, and reproducible deep black shades on cellulosic fibers.
| Parameter | Test Method | Specification |
|---|---|---|
| Appearance | ISO 607: Visual assessment of dyes | Black powder / granular / liquid |
| Shade (Tone) | ISO 105-J01: Instrumental color measurement (CIELAB) | Neutral / Bluish / Greenish Black (grade dependent) |
| Strength (Color Value) | ISO 105-J03: Relative color strength determination | 95 – 140% (relative to standard) |
| Solubility | ISO 105-Z09: Solubility and solution stability | ≥ 50 – 150 g/L (grade dependent) |
| pH (1% Solution) | ISO 105-Z07: Determination of pH of dye solution | 6.0 – 8.5 |
| Electrolyte Stability | ISO 105-Z10: Stability in presence of salt | Stable under 40 – 100 g/L salt conditions |
| Alkali Stability | ISO 105-Z08: Stability under alkaline conditions | Stable at pH 10 – 11 (soda ash conditions) |
| Exhaustion Rate | ISO 105-C06 (Modified for dye uptake measurement) | 70 – 85% |
| Fixation Rate | ISO 105-C06 / AATCC 61 (After washing) | 65 – 80% |
| Wash Fastness | ISO 105-C06: Color fastness to domestic and commercial washing | Grade 4 – 5 |
| Rubbing Fastness (Dry/Wet) | ISO 105-X12: Color fastness to rubbing | Dry: 4 – 5 | Wet: 3 – 4 |
| Light Fastness | ISO 105-B02: Xenon arc lamp (Blue Wool Scale) | 4 – 6 |
| Perspiration Fastness | ISO 105-E04: Acid and alkaline perspiration | Grade 4 – 5 |
| Chlorinated Water Fastness | ISO 105-E03: Chlorinated water resistance | Grade 3 – 4 |
| Migration / Leveling | ISO 105-A04: Assessment of staining | Good to Excellent leveling |
| Reproducibility | ISO 105-J03: Batch-to-batch shade consistency | ΔE ≤ 1.0 |
| Dissolution Time | Internal / ISO 105-Z09 Reference | ≤ 10 – 20 minutes |
| Moisture Content | ISO 105-Z01: Determination of moisture in dyes | ≤ 5% |
| Heavy Metals | ICP-OES / AAS (as per REACH / ZDHC guidelines) | Within regulatory limits |
| Property | Reactive Black 5 | Reactive Black 8 | Reactive Black 31 | Reactive Black 39 | Reactive Black 22 | Reactive Black EXF | Reactive Black HF |
|---|---|---|---|---|---|---|---|
| Appearance | Black powder / granules | Black powder | Deep black powder | Black powder / liquid | Dull black powder | Granular powder | Fine black powder |
| Solubility (g/L at 25°C) | 100 – 120 | 90 – 110 | 120 – 150 | 110 – 140 | 80 – 100 | 130 – 160 | 120 – 150 |
| Moisture (%) | ≤ 5.0 | ≤ 5.0 | ≤ 4.0 | ≤ 4.0 | ≤ 6.0 | ≤ 4.0 | ≤ 4.0 |
| pH (1% Solution) | 6.5 – 8.0 | 6.5 – 8.5 | 6.0 – 7.5 | 6.0 – 7.5 | 6.5 – 8.5 | 6.0 – 7.5 | 6.0 – 7.5 |
| Dissolution Time (min) | 10 – 15 | 10 – 20 | 10 – 15 | 10 – 15 | 15 – 20 | 8 – 12 | 8 – 12 |
| Electrolyte Stability (NaCl g/L) | 60 – 80 | 60 – 80 | 80 – 100 | 80 – 100 | 40 – 60 | 80 – 100 | 80 – 100 |
| Alkali Stability (pH) | 10 – 11 | 10 – 11 | 10.5 – 11.5 | 10.5 – 11.5 | 9.5 – 10.5 | 10.5 – 11.5 | 10.5 – 11.5 |
| Hydrolysis Rate (%) | 15 – 25 | 20 – 30 | 10 – 20 | 10 – 20 | 25 – 35 | 10 – 15 | 10 – 15 |
| Exhaustion (%) | 70 – 80 | 65 – 75 | 75 – 85 | 70 – 80 | 60 – 70 | 80 – 85 | 75 – 85 |
| Fixation (%) | 65 – 75 | 60 – 70 | 75 – 80 | 70 – 80 | 55 – 65 | 75 – 80 | 75 – 80 |
| Build-Up (Depth % Shade) | 3 – 5% | 3 – 4% | 4 – 6% | 4 – 6% | 2 – 4% | 5 – 7% | 5 – 7% |
| Wash Fastness | 4 – 5 | 4 | 4 – 5 | 4 – 5 | 3 – 4 | 4 – 5 | 4 – 5 |
| Rubbing Fastness (Dry/Wet) | 4–5 / 3–4 | 4 / 3 | 4–5 / 3–4 | 4–5 / 3–4 | 3–4 / 2–3 | 4–5 / 3–4 | 4–5 / 3–4 |
| Light Fastness (Blue Wool) | 4 – 5 | 4 | 5 – 6 | 5 – 6 | 4 | 5 – 6 | 5 – 6 |
| Perspiration Fastness | 4 – 5 | 4 | 4 – 5 | 4 – 5 | 3 – 4 | 4 – 5 | 4 – 5 |
| Chlorine Fastness | 3 – 4 | 3 | 4 | 4 | 3 | 4 | 4 |
| Color Strength (%) | 100 – 120 | 100 – 115 | 110 – 130 | 105 – 125 | 90 – 110 | 110 – 130 | 110 – 130 |
| Color Variation (ΔE) | ≤ 1.0 | ≤ 1.2 | ≤ 1.0 | ≤ 1.0 | ≤ 1.5 | ≤ 1.0 | ≤ 1.0 |
| Leveling Index (%) | 80 – 90 | 85 – 92 | 88 – 95 | 88 – 95 | 75 – 85 | 90 – 96 | 90 – 96 |
| Migration Index (%) | 75 – 85 | 80 – 90 | 85 – 92 | 85 – 92 | 70 – 80 | 88 – 95 | 88 – 95 |
Vinyl sulfone-based reactive dye widely used for cotton dyeing, offering balanced performance, good fixation, and cost efficiency.
Applications: Cotton fabrics, garments, home textiles, reactive printing, denim overdyeing.
Mixed reactive dye system designed for improved leveling and uniform dyeing across blends and continuous processes.
Applications: Cotton-viscose blends, continuous dyeing, uniform dyeing processes.
Bifunctional reactive dye offering high fixation, low hydrolysis, and excellent deep shade build-up.
Applications: Premium garments, export textiles, deep black fabrics.
High-performance reactive black designed for superior reproducibility and wash fastness.
Applications: Fashion apparel, branded garments, repeat production.
Economical reactive black suitable for cost-sensitive applications with moderate performance.
Applications: Budget textiles, mass production fabrics.
Printing-grade reactive black with greenish undertone for sharp textile prints.
Applications: Screen printing, rotary printing, textile designs.
Bluish tone reactive black designed for high depth and contrast in textile printing.
Applications: Fashion prints, premium textiles.
High-exhaustion reactive black optimized for reduced salt usage and sustainable dyeing.
Applications: Sustainable dyeing, export textiles.
High-fixation reactive black series offering superior fastness and reproducibility.
Applications: Premium garments, export-quality textiles.
Ultra deep-shade reactive black for maximum depth and intensity in premium fabrics.
Applications: Luxury garments, deep black textiles.
Designed for cold pad batch dyeing with controlled reactivity and stable fixation.
Applications: CPB dyeing, continuous textile processing.
High-purity reactive dye formulation for digital textile printing with superior jetting performance.
Applications: Digital textile printing, inkjet systems, customized fabrics.
Reactive Black dyes, including vinyl sulfone (RB5), bifunctional systems (RB31, RB39), high-exhaustion and high-fixation grades, and specialty printing and digital ink formulations, are water-soluble organic colorants designed to chemically bond with cellulosic fibers. While generally stable under recommended conditions, exposure to dye powders or solutions may cause skin sensitization, eye irritation, or respiratory discomfort. Proper industrial hygiene, controlled handling systems, and adherence to safety protocols are essential during storage, handling, and processing operations.
Safety Data Sheets (SDS) are available upon request for detailed information on occupational exposure limits, regulatory compliance (REACH, ZDHC, OEKO-TEX®), and safe handling practices.
Reactive Black dyes are supplied in various packaging formats depending on physical form (powder, granular, liquid, printing paste, or digital ink) and textile processing requirements. Packaging systems are designed to ensure product stability, moisture protection, and safe handling across domestic and international supply chains.
Flexible packaging, labeling, and logistics solutions are available to meet specific textile processing requirements and customer supply chain needs.
Our Reactive Black dye portfolio supports sustainable textile manufacturing through high fixation efficiency, reduced effluent load, and compliance with global environmental and chemical management standards.